Introduction
Every manufacturer has experienced the same painful scenario: a product reaches the customer and fails in a way that nobody anticipated. The recall, the warranty costs, the reputation damage, all of it could have been prevented if the right questions had been asked earlier in the process.
Failure Mode and Effects Analysis (FMEA) is the structured method that asks those questions before production begins. It forces a cross-functional team to think systematically about what could go wrong, how likely it is, how severe the impact would be, and how detectable the failure is.
What Is FMEA and When to Use It
FMEA is a proactive, team-based risk assessment tool used to identify potential failure modes in a product or process, assess their impact, and define preventive actions before they reach the customer.
Use FMEA when: launching a new product or process, making changes to an existing design or process, responding to a recurring quality problem, or meeting customer or regulatory requirements such as IATF 16949 or ISO 9001.
Types of FMEA: DFMEA and PFMEA
Design FMEA (DFMEA): Focuses on potential failures in the product design itself, materials, tolerances, interfaces, and functions. Conducted by engineering teams before design is frozen.
Process FMEA (PFMEA): Focuses on potential failures in the manufacturing process, machining, assembly, handling, and inspection. Conducted by production and quality teams before process launch.
Both are required in automotive supply chains under IATF 16949 and the AIAG-VDA FMEA Handbook.
The FMEA Team: Who Should Be Involved
- Product or process engineer (team leader)
- Quality engineer
- Manufacturing / process engineer
- Maintenance representative
- Operator or team leader from the production area
- Customer representative (for DFMEA, if applicable)
Step-by-Step: How to Complete an FMEA Table
Step 1: List the process steps or design functions: Break down the process into individual steps. For DFMEA, list each product function.
Step 2: Identify potential failure modes: For each step, ask: in what ways could this step fail to perform its intended function?
Step 3: Identify the effects of each failure: What happens to the customer (internal or external) when this failure occurs?
Step 4: Rate Severity (S): Score from 1 (no effect) to 10 (safety hazard without warning). Severity relates to the effect, not the cause.
Step 5: Identify potential causes: What could cause each failure mode? Use root cause thinking, not symptoms.
Step 6: Rate Occurrence (O): Score from 1 (unlikely) to 10 (almost certain). Based on historical data or engineering judgment.
Step 7: List current controls: What detection or prevention controls exist today?
Step 8: Rate Detection (D): Score from 1 (almost certain to detect) to 10 (no current control). Lower is better.
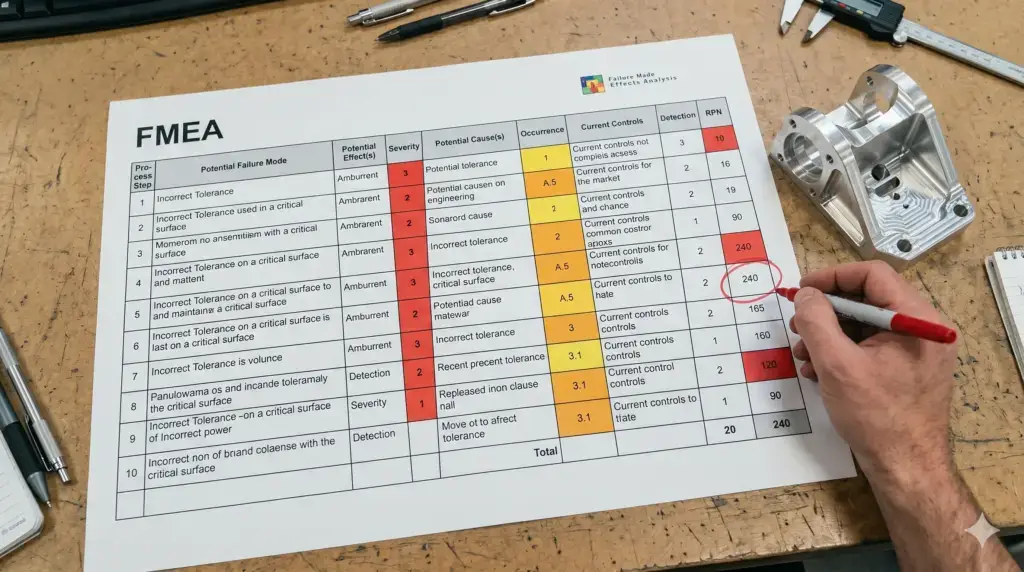
Step 9: Calculate RPN: RPN = Severity x Occurrence x Detection. The maximum score is 1000.
Step 10: Define actions: For high RPN items, assign corrective actions, owners, and target dates.
Calculating the Risk Priority Number (RPN)
| Factor | Low (1-3) | Medium (4-6) | High (7-10) |
| Severity (S) | Minor inconvenience | Product performance loss | Safety / regulatory failure |
| Occurrence (O) | Rare / unlikely | Occasional | Frequent / almost certain |
| Detection (D) | Almost certain to catch | Moderate chance | No current detection |
RPN = S x O x D. Teams typically prioritize actions for RPN above 100-125, or any Severity score of 9-10 regardless of RPN.
Defining Corrective Actions and Owners
Each high-priority FMEA item must have:
- a specific recommended action (not a vague statement),
- a named responsible person,
- a target completion date,
- and the expected new RPN after the action is implemented.
After actions are implemented, update the FMEA with the actual results and revised RPN scores. The FMEA is a living document, not a one-time exercise.
FMEA and IATF 16949 Compliance
IATF 16949 requires both DFMEA and PFMEA as part of the Advanced Product Quality Planning (APQP) process. The AIAG-VDA FMEA Handbook (2019) introduced a new 7-step approach replacing the old 10-column format.
Key IATF requirements include: FMEA must be completed before production approval (PPAP), must be reviewed and updated after any design or process change, and must reference customer-specific requirements where applicable.
Conclusion
FMEA is not a paperwork exercise. When done properly with the right team and honest input, it is one of the most effective tools for preventing costly failures, reducing warranty claims, and building quality into the product before it reaches the customer.